Меню
ПАО «Калужский турбинный завод»
Россия, Калуга
Вид услуги:
Обязательная сертификация по ТР ТС 032/2013 «О безопасности оборудования, работающего под избыточным давлением».
Заказчик:
ПАО «Калужский турбинный завод».
Вид услуги:
Обязательная сертификация по ТР ТС 032/2013 «О безопасности оборудования, работающего под избыточным давлением».
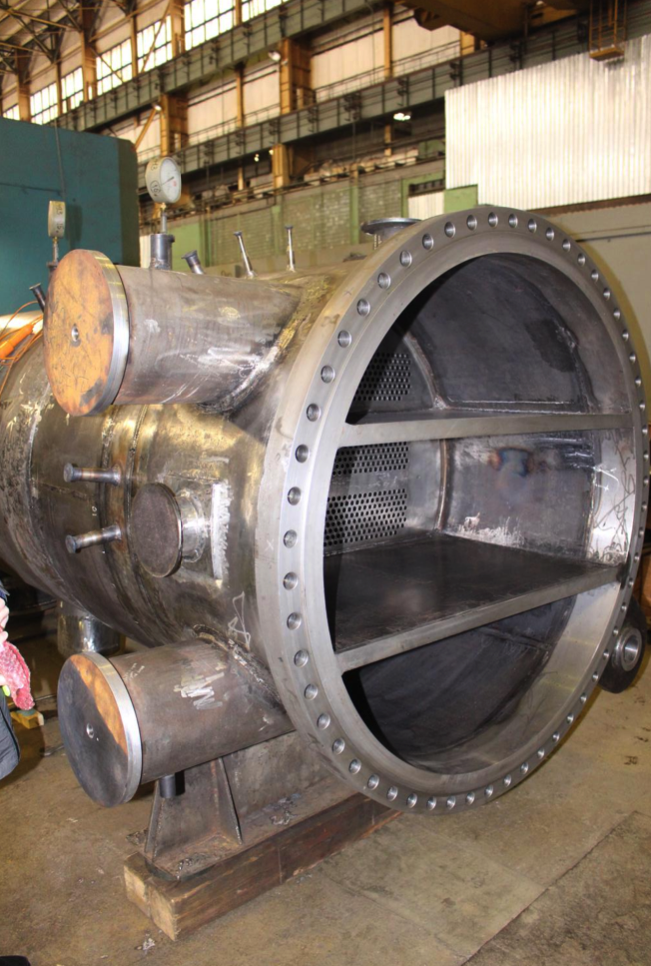
Вид оборудования, соответствие которого было подтверждено:
Клапаны предохранительные DN200/DN350 пружинные, модель 1391408, категории 4.
Предназначение оборудования:
Клапан предназначен установки на трубопроводе отбора пара на теплофикацию от турбины и служит для защиты собственно трубопровода, турбины и присоединенных к турбине этими трубопроводами аппаратов от повышения давления.
Место проведения испытаний образца:
Россия, Калужская область, город Калуга.
Проведенные работы, проверяемые требования и методы испытаний:
Клапан предохранительный DN200/DN350 пружинный, модели 1391408 испытывался на соответствие требованиям пунктов ГОСТ 31294-2005 «Клапаны предохранительные прямого действия. Общие технические условия».
Сначала клапан был подвергнут испытаниям на прочность и плотность, которые были совмещены с испытаниями на герметичность по отношению к внешней среде неподвижных и подвижных соединений. Для этого клапан предохранительный был вертикально установлен в полностью собранном виде колпаком вверх. При проведении испытания воздух был полностью удаляется из клапана, после чего происходило заполнение пробным веществом (водой) с плавным доведением давления до пробного. Вода подается во входной патрубок с давлением в 1,0 МПа, затвор предохранительного клапана при этом поджимается с помощь приспособления, исключающего срабатывание клапана. Время выдержки при данном испытании составило 5 минут, после чего давление было снижено и проведен визуальный контроль.
Также клапан был подвергнут испытаниям воздухом. Воздух подавался во выходной патрубок при заглушенном входном. Достигнув нужного значения давления, была проведена выдержка в течение 5 минут. Контроль на пропуск воздуха осуществлялся с помощью обмазки мыльной эмульсией, нанесенной равномерным слоем на наружные поверхности проверяемых разъёмных соединений. Обмазка производилась мягкой кистью без образования воздушных пузырьков. При визуальном контроле появление воздушных пузырьков выявлено не было, что говорит об отсутствии пропусков воздуха.
Завершающим испытанием стала проверка герметичности затвора предохранительного клапана. При его проведении воздух подается во входной патрубок при закрытом затворе, давление доводится плавно и постепенно до давления настройки (0,25 МПа), а герметичность затвора проходит контроль со стороны входного патрубка. Время выдержки в таком положении составляет 3 минуты, по ее истечению проводится наработка клапаном 3 циклов «открыто-закрыто» с повторной выдержкой в 3 минуты: при плавном повышении давления клапан открывается, а потом закрывается со снижением давление на 0,015 МПа. При данном испытании также утечек воздуха обнаружено не было, что подтверждает успешность всех пройденных испытаний.
Смотреть полностью






Другие выполненные проекты
