ЗАО «Саратовский арматурный завод»
Саратовский арматурный завод был основан в 2000 г. как предприятие по производству запорных клапанов для нужд ЖКХ. Предприятие располагает собственными конструкторским и технологическим отделами. Имеется аттестованная лаборатория разрушающих и неразрушающих методов контроля. Завод ведет постоянную работу по совершенствованию и модернизации конструкций выпускаемой арматуры, а также в кратчайшие сроки разрабатывает и запускает в производство новые виды изделий под специфические потребности заказчиков.
Оборудование, соответствие которого было подтверждено: Затворы поворотные дисковые тип САЗ 99022.
Назначение оборудования: Затворы поворотные дисковые тип САЗ 99022 предназначены для установки в качестве запорных устройств на трубопроводах технологических систем в системах нормальной эксплуатации. Оборудование является типом трубопроводной арматуры, состоящий из корпуса, присоединяемого к трубопроводу, запирающего элемента – диска, зафиксированного на валу, редуктора-для уменьшения частоты вращения с одновременным увеличением вращающего момента и управления затвора от привода.
Вид услуги: Обязательная сертификация по ТР ТС 010/2011 «О безопасности машин и оборудования».
Место проведения анализа состояния производства и проведения испытаний образцов: Россия, Саратовская область, город Саратов.
Проведенные работы, проверяемые требования и методы испытаний:
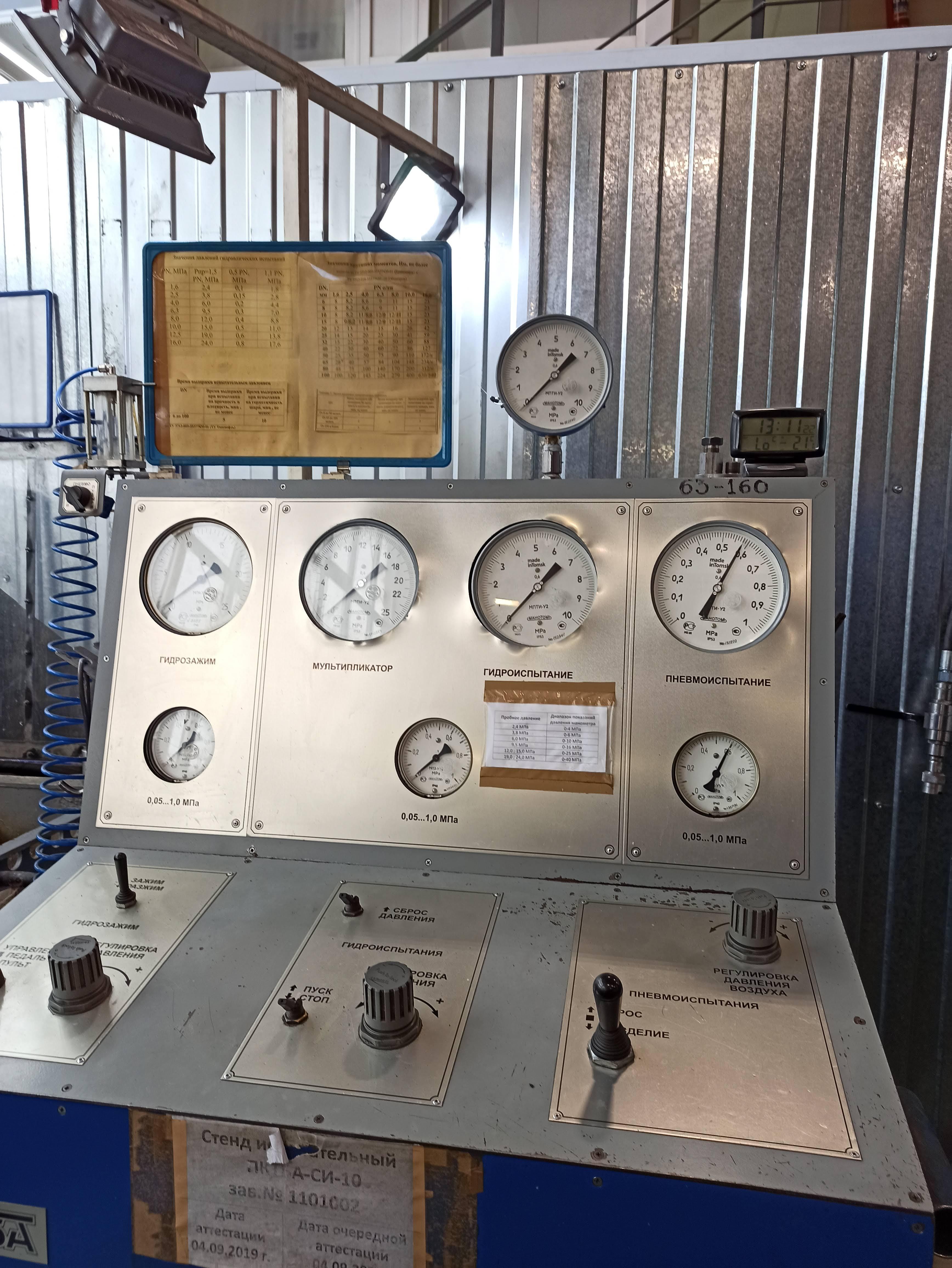
Перфораторы пневматические была испытаны на соответствие требованиям ГОСТ Р 53673-2009 «Арматура трубопроводная. Затворы дисковые. Общие технические условия». Испытания проводились при использовании двух сред – воды и воздуха. В первом случае испытания предполагали подачу воды в один из патрубков при заглушенном втором до полного вытеснения воздуха, далее затвор трехкратно переводят из положения «открыто» в положение «закрыто». Двумя манометрами производится измерение давление внутри образца. Время выдержки давления составило 10 минут, при визуальном осмотре течей и потений обнаружено не было. По завершении испытаний вода была удалена из затвора, а образец просушен. Испытание воздухом проводится аналогичным методом, об успешном завершении испытаний свидетельствует отсутствие на обмыленной поверхности разъемных соединений пузырьков воздуха.
Испытания проводились одним из двух перечисленных методов (или сразу двумя) на герметичность затвора, герметичность относительно внешней среды уплотнений подвижных и неподвижных соединений, прочность и плотность материала и сварных швов. Различия между данными видами испытаний заключалось во времени выдержки, количестве циклов «открыто-закрыто» и величине испытательного давления.
Итог: По результатам проведенных испытаний компания получила протокол испытаний с положительным заключением о качестве продукции.
«МЦЭ-Инжиниринг» получили сертификат по ТР ТС 010/2011 и теперь могут эксплуатируют свою продукцию (затворы).